| Informativo Técnico |
O Processo de Pintura
1. Técnicas de Atomização ( ou Pulverização )
Pulverização : processo pelo qual o fluído é quebrado em partículas muito pequenas e uniformes, pode ocorrer de três maneiras :
- Ar Comprimido
- Alta pressão sobre a tinta
- Centrifugação da tinta
2. Vantagens da Aplicação por Pulverização
- Camada mais uniforme;
- Maior rapidez na aplicação;
- Maior controle da espessura da camada;
- Acabamento de alta qualidade;
- Possibilita a aplicação de massas;
- Possibilita o uso em sistemas automáticos;
- Possibilita a aplicação em locais de difícil acesso;
- A aplicação é muito mais fácil.
3. Pistolas de Pulverização
3.1 - Pistola de Pulverização por Sucção
Opera com uma caneca acoplada, onde se armazena a tinta. Tem pouca autonomia de aplicação.

3.2 - Pistola de Pulverização por Gravidade
Caneca na parte superior. O fluido escoe até o bico de fluído por gravidade. Todo o fluído é utilizado.

3.3 - Pistola de Pulverização por Pressão
O material a ser aplicado entra sob pressão na pistola e se pulveriza devido ao choque com o ar comprimido. Indicada para a aplicação de grandes quantidades de material, com rapidez na aplicação.

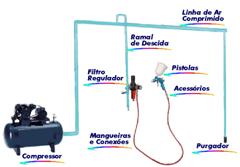
4. Instalação para Pistola com Caneca de Pintura
Para o correto funcionamento de uma pistola, o compressor deve ter potência suficiente, o ramal de
descida deve ter passagens amplas e o filtro regulador, mangueiras, conexões e acessórios não devem oferecer restrições à passagem do ar comprimido.
5. Instalação com suprimento por Tanque de Pressão

6. Os 7 Pecados Capitais em Pintura
Erros que devem ser evitados quando do uso de Pistolas de Pintura.
6.1. Ferramentas Erradas

6.2. Desmontagem forçada de componentes do Bico

6.3. Limpeza em solvente sujo

6.4. Ar comprimido contaminado
A contaminação no ar fornecido de água, pó ou óleo leva a retrabalhos caros e clientes insatisfeitos.
O melhor ar, limpo, possível é essencial para uma boa pintura.

A extração de Água e Óleo é importante
É impossível alcançar um bom acabamento de pintura sem o uso de um bom extrator de água e óleo.
O regulador / extrator serve para um duplo propósito:ele elimina a formação de bolhas e de defeitos de pontos descolorados mantendo o ar livre de óleo e água, permitindo um controle preciso da pressão de ar na pistola.

6.5. Componentes: Bico, Capa e Agulha Não Originais
O conjunto de Bico, Capa e Agulha é o fator decisivo para um padrão de spray ótimo.
Os conjuntos são testados 100% e ajustados para garantir a mais alta precisão. A mistura de diferentes componentes leva à degradação do padrão de spray com resultados insatisfatórios.
6.6. Ajuste Errado da Pressão
Os usuários algumas vezes esquecem que a pressão diminui no diâmetro interno e no comprimento da mangueira.

PRESSÃO DE AR
A pressão de atomização deve ser ajustada para compensar a queda de pressão do ar entre o regulador e a pistola de pintura. Recomendamos o uso de mangueira de diâmetro 5/16”. Uma mangueira de 7,5 metros de dia interno de 5/16” causa uma perda de 12 PSI entre o regulador e a pistola de pintura, enquanto uma mangueira de dia interno de 1/4” tem uma perda de 26 PSI.
6.7. Falta de Respiradores
“Eu vou pintar por somente 5 minutos”. Esse é um comentário comum, mas infelizmente o vapor e o overspray levam a sérios danos à saúde. As conseqüências podem aparecer somente após 10 ou 20 anos. Proteja-se com um respirador apropriado.

7. Pintura Integrada e Automatizada para a Indústria de Freios
Proteção para as partes de freio de rodas de estilo “aberto”, que antes estavam escondidas.

Pistolas de pintura dedicadas cobrem as áreas específicas do disco, para garantir a aplicação da camada especificada para cada área do disco.

O processo incorpora uma lavadora - que aplica um protetor contra corrosão em toda a peça, eliminando o risco das superfícies que não serão pintadas desenvolverem ferrugem antes da montagem final do veículo - e um forno de pré aquecimento - que garante que as peça estejam totalmente secas e que a temperatura seja elevada na faixa de 43 a 54 graus Celsius.
Devido aos custos dos materiais de revestimento, a maximização da eficiência de transferência de “spray” é crítica.

O mais importante equipamento de uma linha de pintura de acabamento é o forno de cura.
A escolha de um processo de cura correto tipicamente depende da temperatura de pico do metal da peça.
Um acréscimo ou decréscimo na temperatura especificada pode comprometer a performance da camada de proteção. As opções para a cura correta vão desde um forno de convecção aquecido a gás até uma estação de cura à indução. O método de indução permite o aquecimento do disco até 343 graus Celsius, em segundos.
8. Redução de Viscosidade
Viscosidade mais baixa resulta em menor energia para atomização e melhora a eficiência de transferência.
8.1. A redução pode ser feita com:
- Calor
- Solvente
- Combinação de calor e solvente
- Agitação
8.2. Vantagens do aquecimento:
- Viscosidade permanece constante;
- A quantidade de sólidos por volume é mantida;
- Menos energia necessária para a atomização;
- Menor energia significa menos “overspray”.
9. Efeito da temperatura sobre a viscosidade
Fluídos alto sólidos são sensíveis à temperatura e portanto terão a viscosidade alterada com pequenas variações na temperatura. Logo, um bom controle de temperatura é essencial. A construção de um gráfico “Temperatura x Viscosidade” é uma boa maneira de determinar a temperatura requerida para alcançar o melhor valor de viscosidade.